
金型を加熱し、射出成形を加熱して元の材料の射出成形を処理します。金型自体の熱処理は非常に重要です。 1. H13成形鋼を58°Cに到達させるためにどのように熱処理できますか? 1050〜1100°Cでの加熱および焼入れ、油焼入れは要件を満たすことができますが、一般的な熱間加工金型はそのような高硬度を必要とせず、そのような高硬度性能は非常に劣り、使いにくく、HRC46〜で一般的に良好な性能になります50、耐久性があります。 2.金型の熱処理後、表面にはどのような白塗りが使われていますか? 追加された質問:私は金型研磨店を開いています。一般的な型はすべてオイルストーン... read more
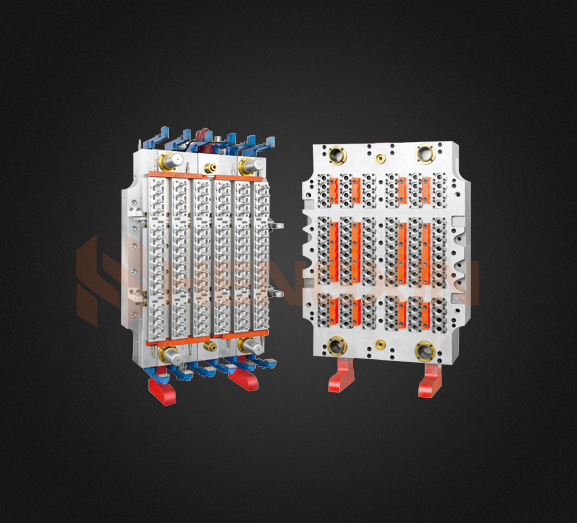
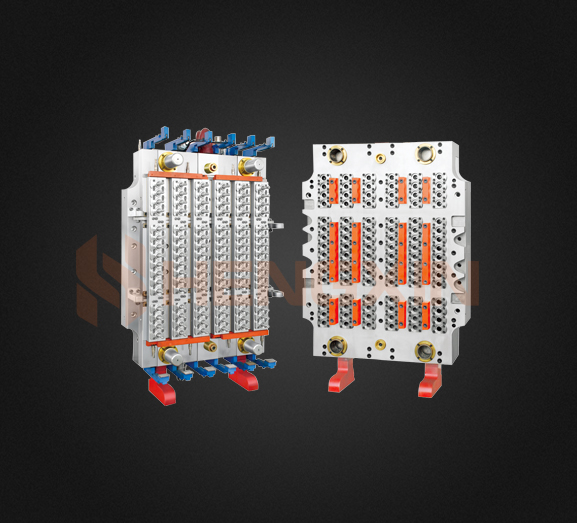
ホットランナーはプラスチック射出成形の高度な技術であり、その材料は射出成形で非常に優れた役割を果たします。 マシンノズルはキャビティに溶融状態で保持され、排出されません。 憲法 多くのホットランナーメーカーと製品ラインがありますが、典型的なホットランナーシステムは次のもので構成されています。 (1)マニホールド (2)ノズル (3)温度調節器 (4)付属品 アドバンテージ •潜在的に速いサイクルタイム。 資料を保存します。無駄な材料はありません。プラスチック材料は高価であり、エンジニアリングにとって非常に理にかなっています。 ... read more
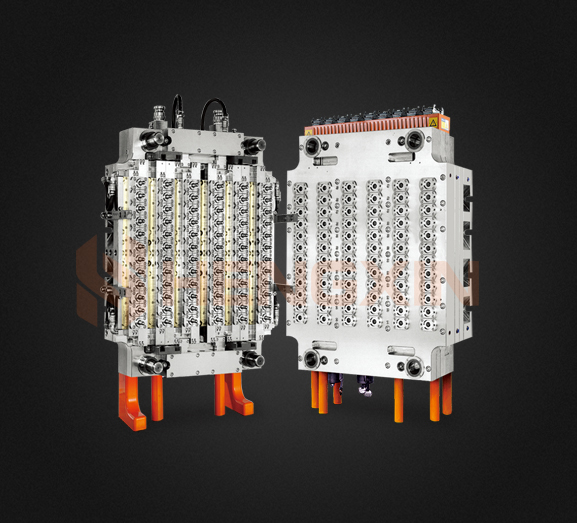
メインチャネル、ランナー、およびゲートは、プラスチック溶融物を射出成形機のノズルからさまざまなキャビティに輸送するのに役立ちます。注湯システムの凝縮液は粉砕して再利用できます。これは事実ですが、それにもかかわらず、凝縮液の存在は、鋳造システムの材料も射出成形機のバレル内になければならないため、射出成形機の生産性が低下することを意味します。可塑化。小さいプラスチック部品の場合、注入システムは実際のショット量の50以上を占める可能性があります。 主流道路 主流は、金型内のノズルの通過の継続として見ることができます。シングルキャビティ金型では、プラスチック部品に直接つながるメインラ... read more
射出成形システムでは、ゲートシステムを使用する必要があります。ゲーティングシステムの要件は何ですか? 射出成形金型を使用する場合、その研磨には2つの目的があります。 1つは、金型の滑らかさを増し、製品の表面を滑らかで美しく美しくすることです。もう1つは、金型が簡単に外れるため、プラスチックがくっつかないことです。カビは取り外せません。 射出成形金型研磨では、次の点に注意する必要があります。 (1)新しいキャビティの加工を開始するときは、まずワークの表面を検査し、オイルストーンの表面が汚れに付着して切断機能が失われないように、表面を灯油で洗浄する必要があります。 (... read more

プラスチック部品の形状やパーティング表面の設計、冷却媒体の種類、温度、流量、幾何学的パラメータ、冷却パイプ、金型材料の空間配置など、射出成形金型の冷却に影響を与える多くの要因があります。 、溶融温度、およびプラスチック部品の上部。温度と金型温度、プラスチック部品と金型間の熱サイクル相互作用など。 (1)金型温度が低いと、プラスチック部品の成形収縮を減らすことができます。 (2)金型温度が均一で、冷却時間が短く、射出速度が速いため、プラスチック部品の反り変形を低減できます。 (3)結晶性ポリマーの場合、金型温度を上げると、プラスチック部品のサイズを安定させ、後結晶化を回避... read more

