熱金型の適用は、冷間成形プロセスによって作成されたキャビティに挿入される2つの耐熱プラスチックプロファイルの存在によって可能になります。プロファイル、熱可塑性ポリマー(TPU)ポリイミド、およびポリウレタン(PU)は、モールドプレスまたは熱間成形装置を使用して高圧で一緒にプレスされます。次に、溶融したプラスチックからプラスチックの型を形成して、さまざまな形状やサイズに変え、カップ、ボトル、ジャー、その他の一般的な製品などの製造に使用できます。 プリフォーム成形法の利点の1つは、製品の製造速度です。これは、他の金型製造方法に比べて大きな利点です。これらのプリフォーム金型タイプの機... read more

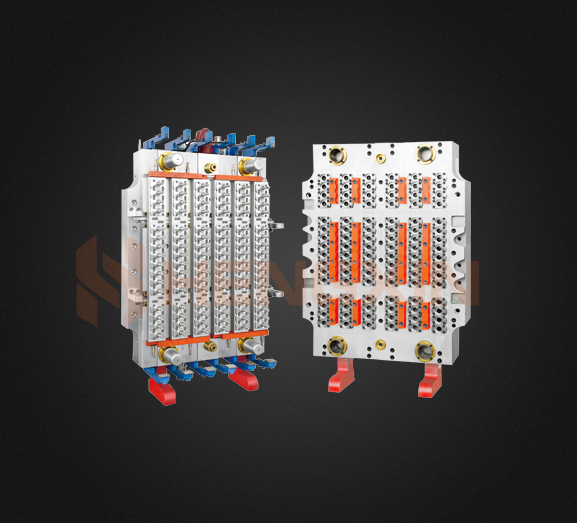
ペットボトルを作るために使用される多くの方法がありますが、最も一般的な方法は次のステップに分けることができます: ステップ1 :まずPETを加熱して溶融状態にし、次に管状の型に入れます。このプロセスは射出成形と呼ばれます。 PETが型と同じ形状になると、それはパリソンと呼ばれます。システムが冷却された後、パリソンは正しい長さにカットされます。 ステップ2 :その後、パリソンは再加熱され、製造中のボトルのような形の型に入れられます。次に、パリソン自体の内部に鋼棒を配置し、高圧の空気を吹き付けて、パリソンを周囲の型の形に伸ばします。次に、PET内の分子が分... read more
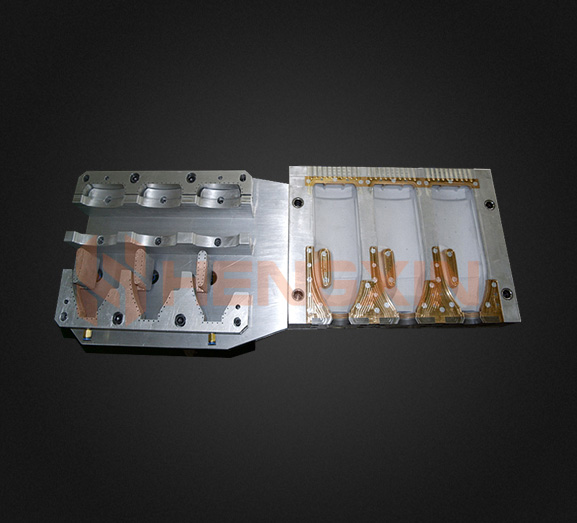
多くの金型、特にエンジニアリング熱可塑性プラスチックは、摂氏80度や華氏176度などの非常に高い温度で動作します。金型が断熱されていない場合、空気と射出成形機の熱損失は、射出シリンダーの熱損失と同じくらい簡単になります。 したがって、金型は機械板から絶縁する必要があり、可能であれば、金型表面も絶縁する必要があります。ホットランナー金型について考える場合は、ホットランナーと冷却された射出部品の間の熱交換を最小限に抑えてください。この方法は、エネルギー損失と予熱時間を増やす可能性があります。 温度制御の必要性 1.成形性に対する温度制御の目的と効果 成形品の... read more

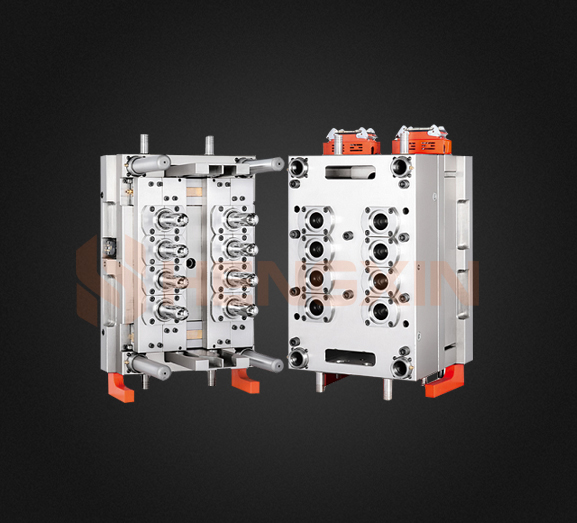
エジェクタピンは、金型キャビティから製品を排出できるように製品を排出するために使用されます。 排出の原理:排出は射出成形機から発生し、エジェクタプレートがエジェクタロッドを押し出し、エジェクタロッドが製品を押し出します。 しかし、金型のエジェクタピンの(99)%が破損するのに、なぜ射出成形金型のエジェクタピンが常に破損しやすいのでしょうか。最も重要なことは、エジェクタピンの配置です。設計が理解されておらず、配置時にエジェクタピンが考慮されていない場合、この問題は簡単に発生します。 エジェクター配置の原理 (1)シンブルの配置は、可能な限りトップ... read more
金型温度は射出成形で最も重要な可変要素です 。あらゆる種類のプラスチック製品を射出するときは、金型の外観が基本的に濡れていることを確認する必要があります。 高温の金型表面は、金型キャビティに圧力を加えるのに十分な時間、プラスチック表面に残ります。 。空洞の圧力は、空洞を満たし、凍結した皮膚を硬化させる前に、柔らかいプラスチックを金属に押し付けるため、空洞の外観の再現率は非常に高い。 一方、キャビティに入るプラスチックが高圧で浮く場合、グリッドポイントと呼ばれることもあります。金属がどれほど短くても、グリッドポイントは金属にわずかに接触します。各プラスチ... read more

