高度なプラスチック成形技術の出現は、この古代芸術に大きな進歩をもたらし、それを科学に変換しました。プラスチック金型の量産を開始し、現在では各種プリフォームを製造できるPETプリフォーム成形機をご用意しております。現在では、ソーダの瓶や自動車の部品の製造など、さまざまな目的で使用されています。このプロセスは、サイズと製造の点で、以前のプロセスよりもはるかに簡単です。このプロセスにはさまざまな利点があるため、多くの人がプラスチック金型の作成を真剣なビジネスと見なしています。
プリフォーム金型を使用する主な利点の1つは、冷却速度です。これで、予備成形されたボトルを5分未満で冷却できます。あらゆる種類のボトルの製造中、液体は長いパイプ上を流れます。 製造プロセス中に一部のパイプが適切に冷却されていない場合、この液体はさらに熱くなる可能性があります。冷却が遅れるとペットボトルが本来の形にならない場合がありますので、ペットボトルを完璧な形にしたい場合は、形を変える必要があります。
今日、メーカーは、温度を制御するためのサーモスタット、吸引および対流の泡を生成するための送風機、高圧空気を生成するためのエアポンプなど、多くのツールを使用しています。 これらのツールはすべて、冷却を高速化するのに役立ち、さまざまな種類のプリフォーム金型の製造にかかる時間を短縮します。さらに、これらのツールにより、メーカーは金型が完全に冷えるのを待たずに大量のプラスチックを製造できます。プリフォームモールドを使用するもう1つの重要な利点は、フォームツールを手動で使用する場合に比べて、さまざまな形状のボトルを製造する方がはるかに簡単なことです。
製造サイクルタイムを短縮するために、ほとんどの金型製造会社は、金型開発時間に大きな影響を与えるホットランナープリフォーム金型サイクルタイムサイクルに従います。この場合のサイクルタイムは、金型が加熱されている時間の長さを指します。ホットランナー金型が加熱されると、硬化します。つまり、プリフォームを成形すると同時に、金型を冷却します。現在のシナリオでは、金型の冷却とともに冷却プロセスを高速化するために、プリフォームの加熱と冷却が扇風機の助けを借りて実行されます。
一方、コールドランナープリフォームの金型サイクルタイムは、プラスチック部品の製造に使用されます。ホットランナーがプラスチック部品を成形する間、コールドランナーは溶融したプラスチック材料をプリフォームに注入し、その後、金型を冷却して目的の形状に成形します。射出成形装置がホットランナーの製造工程に入ると、射出ガンを使用して、プラスチック材料が離れた場所から金型に射出されます。この方法では、他の射出成形方法に比べて高価なビニール袋やポリマーを使用するため、製造コストが大幅に削減されます。
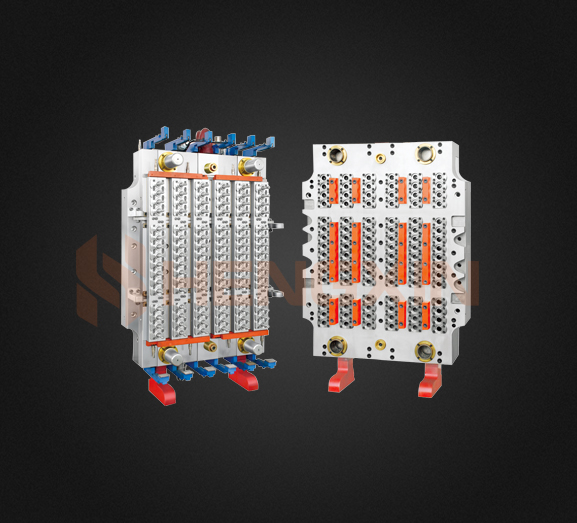
製造サイクルタイムを決定する他の重要な要素の1つは、プリフォームで使用されるキャビティのタイプです。プリフォーム金型の製造に使用されるキャビティのほとんどは、成形プロセス中の溶融プラスチックの膨張を防ぐため、キャビティで裏打ちされています。これにより、成形プロセス中の収縮を防ぎ、サイクルタイムを短縮できます。サイクルタイムを決定するもう1つの要素は、注入ガンによって決定されるキャビティのサイズです。キャビティが大きいほど、冷却速度は速くなります。冷却期間が長いほど、プラスチック材料の収縮は小さくなります。







