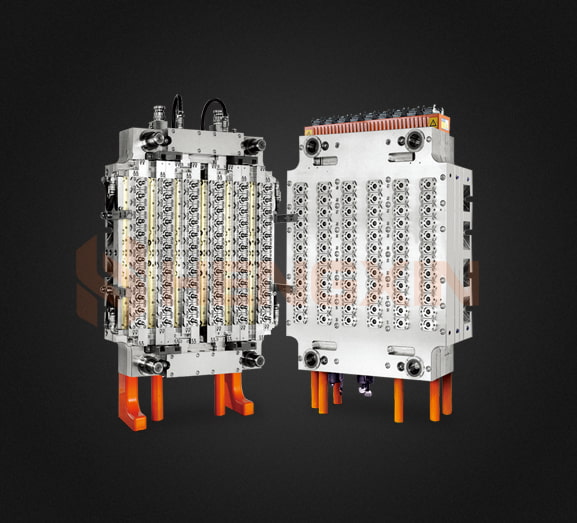
プリフォーム金型は、非常に複雑で洗練されたプラスチック射出成形機です。それは高い光沢のある表面仕上げとHRC48-52の硬度を持つステンレス鋼でできています。さらに、そのベースはクロムメッキされており、腐食を防ぐのに役立ちます。金型の最良の部分は、セルフロックおよびシャットオフキャビティです。これにより、最終的なプリフォーム製造での精度と欠陥の低減が保証されます。
ペットモールドプリフォームモールドの主要コンポーネントはS136素材で作られていますが、モールドベースは輸入されたP20で作られています。金型部品は、HRC45-HRC48の硬度を確保するために、ドイツの真空ストーブで熱処理されています。また、日本やアメリカから輸入した工作機械を搭載しているため、プリフォームの製造工程がより正確で互換性があります。プリフォーム金型は、金型ごとに最大144個のキャビティを備えた2〜5枚のプレートを使用して製造されます。
コールドランナーシステムの主な制約は、自動化機能が限られていることと、自動化が難しいことです。 PETプリフォーム金型の重い可動プレートは、機械式トラベルリミッターとプレートガイドシステムをすぐに摩耗させる可能性があります。したがって、高速射出成形には、一般にホットランナーシステムを使用したプリフォーム金型が使用されます。このタイプの射出成形機の最も一般的なタイプは、ホットランナー方式です。
プリフォーム金型はS136材料を使用しています。主要部品はスウェーデンASSABが製造し、モールドベースはP20から輸入しています。コンポーネントはドイツの真空ストーブで熱処理されています。このプロセスにより、HRC45-HRC48の硬度が保証されます。この機械には、CNCフライス盤や旋盤などの多くの工作機械が装備されています。これにより、処理の精度と互換性が向上します。
プリフォーム金型は鋼で作られています。その壁はS136または2316で作られています。スライダーとコアインサートはチタン化されており、重量差は0.3g未満です。プリフォーム金型は射出成形機に取り付けられ、広口プリフォームの製造に使用されます。高品質のプラスチック射出成形金型をお探しの場合は、このタイプの金型で結果が得られるので安心できます。
プリフォーム金型は、プラスチック射出成形の重要なツールです。高品質な部品の製造には欠かせません。プラスチックを成形する最も一般的な方法です。射出成形、ホットランナーおよびコールドランナー射出成形が最も一般的です。プロジェクトに適した方法を決定する前に、これらの方法のコストを検討することが重要です。プリフォーム金型のタイプを決定したら、それをカスタマイズするプロセスを開始できます。
プリフォーム金型のタイプを選択することは非常に重要です。あなたがあなたの製品のために選ぶ必要がある材料のタイプ。広口プリフォームは、多くのアプリケーションに最適です。射出成形金型は、さまざまな材料を成形するように設計されています。それらはS136鋼または2316チタンから作ることができます。さまざまな形状やキャビティのプラスチック金型を選択することもできます。これらのプリフォームは熱成形とも呼ばれ、口を閉じた空洞に注入されます。
適切なタイプのプリフォーム金型を選択することは非常に重要です。プリフォームモールドは、耐久性があり、腐食に強い必要があります。また、高温に耐えることができる必要があります。たとえば、華氏200度に達する可能性のある温度に耐えることができる必要があります。さらに、プリフォームモールドは最大200万psiの圧力に耐えることができる必要があります。
その厚さは0.10mmに制御され、金型の重量は1分あたり2〜5個のプリフォームで保証されています。 1つの金型で144個のキャビティを作成できます。広口タイプの製品に最適です。金型に適した材料には、S136鋼と合金真ちゅうが含まれます。コールドランナー金型の主な欠点は、自動化されていないことです。 PETプリフォーム金型の重い可動プレートは、プレートガイドシステムと機械式トラベルリミッターの急速な摩耗を引き起こします。
優れたプリフォーム金型には、高品質のPETプリフォームを製造する能力があります。成形する材料の量を制御するための適切なスクリーンが必要です。通常、プリフォーム画面には8分の1インチの穴と16分の3インチの中心があります。ただし、アプリケーションによっては、より大きなまたはより小さな穴が必要になる場合があります。画面が大きすぎると、プリフォームが曲がったり裂けたりする可能性があります。







