Summary: あ プリフォーム金型 一般的にポリエチレンテレフタレート(PET)などの素材で作られるペットボトルの製造工程で使用されます。この金型は、溶融プラスチック材料を中空のプリフォームに成形するように設計されており、これが最終的...
あ
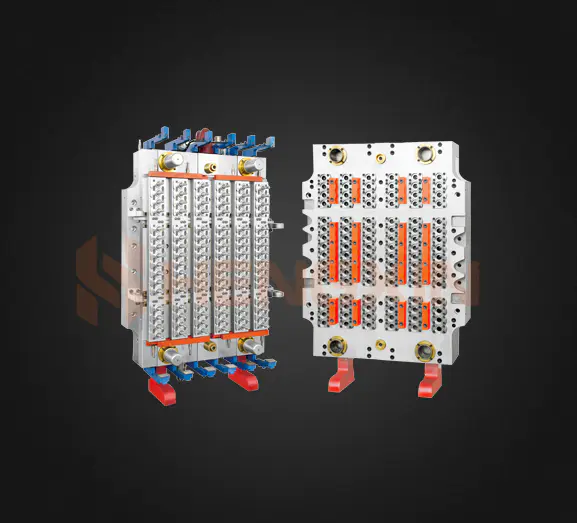
プリフォーム金型 一般的にポリエチレンテレフタレート(PET)などの素材で作られるペットボトルの製造工程で使用されます。この金型は、溶融プラスチック材料を中空のプリフォームに成形するように設計されており、これが最終的なボトル形状の前駆体として機能します。
ここでは、プリフォーム金型がどのように機能するかを段階的に説明します。
金型設計: プリフォーム金型は、形状、サイズ、容量などのボトルの仕様に基づいて慎重に設計されます。金型は、射出側と冷却側の 2 つの半部分で構成され、これらが組み合わされて完全な金型を形成します。
材料の射出: このプロセスは、溶融プラスチック材料をプリフォーム金型に射出することから始まります。プラスチック材料は通常、射出成形機で加熱され、溶融されます。溶融状態になると、ノズルを通じて金型キャビティに注入されます。
金型の閉鎖: 溶融プラスチック材料が射出された後、金型の半体が結合して金型キャビティ内に材料を密閉します。この閉鎖により、プリフォームに望ましい形状とサイズが作成されます。この金型は、プラスチック材料が金型全体に均一に流れて分布できるように、チャネルとキャビティを備えて設計されています。
冷却: 金型が閉じられると、冷却システムが作動します。金型の冷却側には通常、水などの冷却剤が循環する冷却チャネルまたはプレートが装備されています。この冷却剤は、溶融プラスチックを急速に冷却して固化し、金型の形状を得るのに役立ちます。
取り出し: プラスチック材料が十分に冷却されて固化した後、金型が開き、新しく形成されたプリフォームが金型キャビティから取り出されます。排出システムには、プリフォームを金型から押し出すピンまたは排出プレートが含まれる場合があります。
トリミング: 場合によっては、プリフォームの周囲に余分な材料やバリが存在することがあります。バリとは、射出プロセス中に金型半体間の小さな隙間から漏れ出る余分なプラスチックを指します。この余分な材料は切り取られて、きれいで正確なプリフォーム形状が得られます。
このプロセスを使用して製造されたプリフォームは、通常、延伸ブロー成形と呼ばれる次のステップで再加熱および延伸され、そこで空気圧を加えて最終的なボトル形状に変形されます。プリフォーム成形とブロー成形のこの 2 段階のプロセスは、さまざまな用途のプラスチック ボトルの製造によく使用されます。